Поставщики с проверенными бизнес-лицензиями
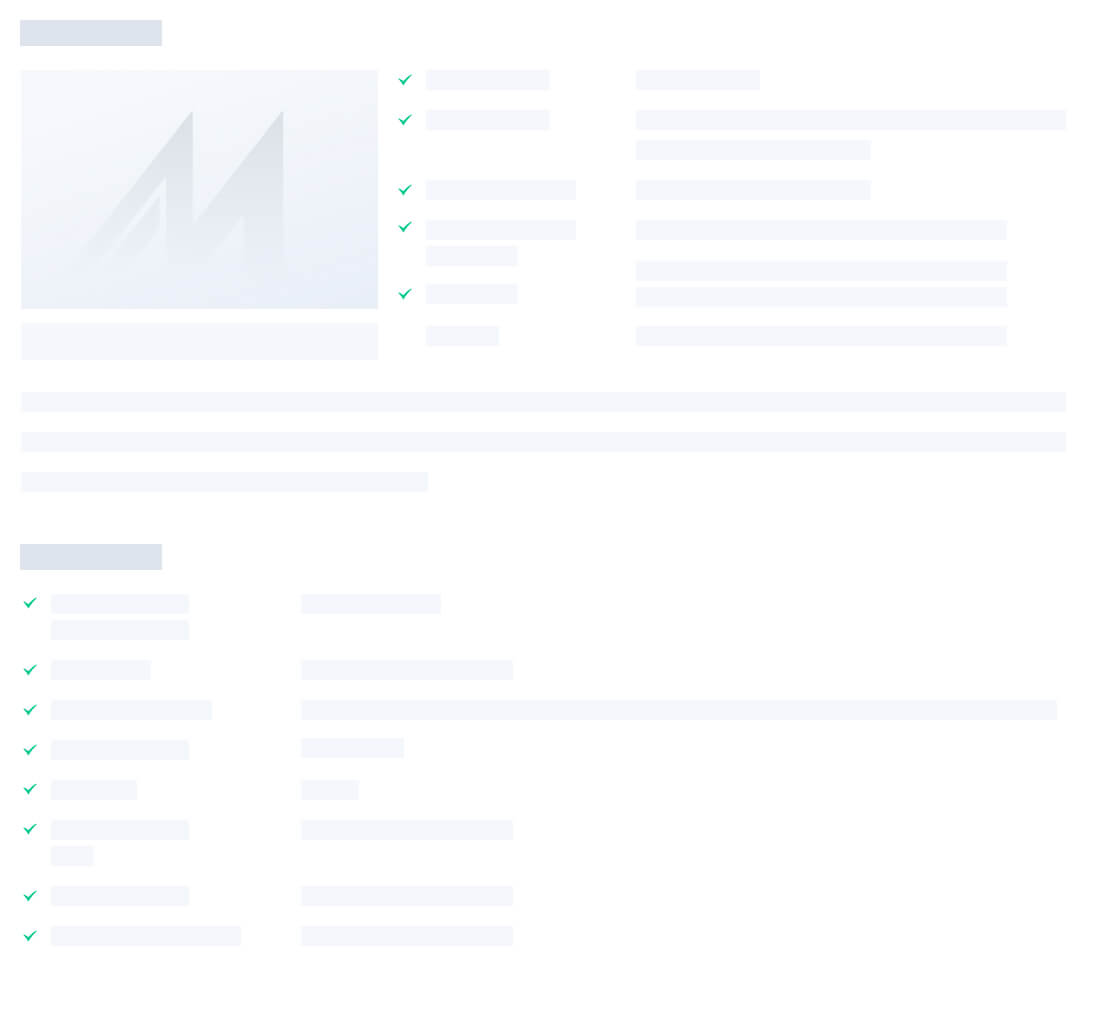
| Чугунные | ||||||||||||
| Химический состав(массовых %) | ||||||||||||
| C | SI | Mn | Ni | Cr | Мо | Cu | S | P | Sn | Ti | V | |
| % Мин | 3, 65 Ком | 1.6 | 0, 4 | / | 0, 15 | / | 0.3 | / | / | / | / | / |
| % Макс. | 3.8 | 2.1 | 0, 8 | 0, 1 | 0.35 | 0, 25 | 0, 6 | 0, 15 | 0, 1 | 0, 15 | 0, 05 | 0, 05 |
| Микроструктуру | ||||||||||||
| MATRIX | Тип матрицы | Тонкой пластинчатой | ||||||||||
| Допустимый предел | 5%, а также распределены | |||||||||||
| Ledebutite | Не допускается | |||||||||||
| Графит (UNI EN ISO 945) | Форма | ∣ | ||||||||||
| Распределение | A: 70% мин | |||||||||||
| D? E: < 4% Disporsed | ||||||||||||
| B: Resto/оставшуюся часть | ||||||||||||
| Размер | 3 - 4 - 5: 70% мин | |||||||||||
| 2: Дорожки | ||||||||||||
| 6: ≤15% | ||||||||||||
| Carbides Cementite и свободного | Следы вверх pt 1% максимальная допустимая нагрузка на | |||||||||||
| Механические свойства ЛИТОЙ ДЕТАЛИ | ||||||||||||
| Жесткость (HBW) | На обработанной поверхности тормозной системы | 170~210 | ||||||||||
| На тормозных поверхностей как - литые (0, 5 мм ниже поверхности) | 230 макс. | |||||||||||
| Предел прочности на разрыв (Rm) (N/м²) | На поверхности тормозной системы | 170 мин | ||||||||||
| На монтажный фланец | ||||||||||||
| Клин INDENTATION численность (Rmk)(N/м²) | На поверхности тормозной системы | 125 мин | ||||||||||
| Молодые по модулю (Е) (N/м²) | / | 95 | ||||||||||
| Физический PROPERITIES (ориентировочные значения) | ||||||||||||
| Плотность (volumic масса) | 7, 1 кг/дм³ | |||||||||||
| Коэффициент теплового расширения на 20 градусов | 9.10 1/K | |||||||||||
| Теплопроводности на 100 градусов | 50 W/Mk | |||||||||||
Качество и производительность нашего предприятия - вот что оптимальным образом обеспечить 20 миллионов литые детали могут покинуть нашу каждый год на заводе.
Набор процедур для изготовления тормозных дисков характеризуются специализированные и координации процессов. Короткое замыкание транспортных маршрутов, осторожно с учетом стадии производства возможностей и гибкости всех лежат в основе нашей высокой производительности.
Автоматическая основного производства
6 Cool-box основных центров производства с помощью автоматизированной обработки ядра
Большой склад ядра для установки в стойку с мощностью 20000 ядер
Полностью автоматическая основных транспортных предприятий литьевого формования
Подготовка материалов для литья под давлением
Контролируемых обработки глины пластичных материалов для литья под давлением
3 Автоматический вакуумный смесители
Плавки
4 средних частот горниле печей
1 одинарном листе с водяным охлаждением hot-blast купол печи
1 сетевой частотный канал типа индукционные печи
4 сетевой частоты горниле печей
В настоящее время вывода плавки 260, 000 тонн расплавленного чугуна в год, что делает Guss Buderus исключительно с помощью стального лома и возвращается.
Для литья под давлением и литой детали
6 полностью автоматизированных предприятий литьевого формования по вертикали
6 индуктивных обогрева литой детали печей
Контролируемые камеры полностью автоматическая литой упор органы управления
Управление на уровне лазерных устройств литой упор контроля
Raw литой детали отделки
Пескоструйная обработка и шлифовки в процессе прогона с четырьмя countinous цилиндра головки блока цилиндров
Автоматическая визуальная проверка тормозных дисков с 4 трехстороннего лазерные системы камер
Автоматический робот упаковки с приводом от тормозных дисков

Поставщики с проверенными бизнес-лицензиями